|
要得到好的回流焊接效果必须有一个好的回流温度曲线(Profile)。那么什么是一个好的回流曲线呢?一个好的回流曲线应该是对所要焊接的PCB板上的各种表面贴装元件都能够达到良好的焊接,且焊点不仅具有良好的外观品质而且有良好的内在品质的温度曲线。
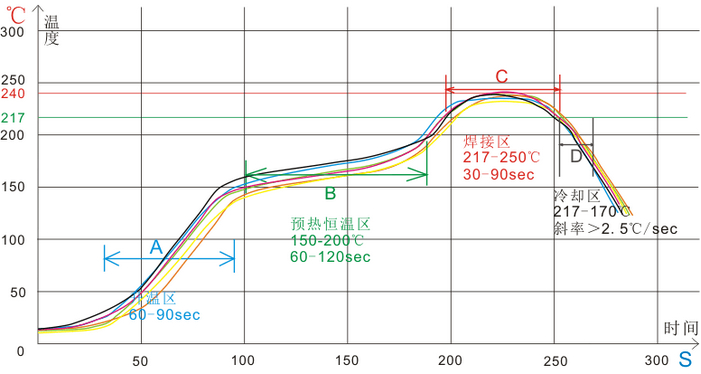
回流焊标准温度曲线图
1、 回流炉的参数设定
要得到一个炉温曲线首先应给回流炉一个参数设定。回流炉的参数设定一般称为Recipe。Recipe一般包括炉子每区的温度设定,传送带带速设定,以及是使用空气还是氮气。下表是BTU炉的一个Recipe的设定。表中1T~7T,1B~7B分别表示回流炉上下温区的温度设定,传送带带速为75 cm/分,焊接环境使用空气,不使用氮气。设定一个回流曲线要考虑的因素有很多,一般包括: 所使用的锡膏特性,PCB板的特性,回流炉的特点等。
2、锡膏特性与回流曲线的重要关系
锡膏特性决定回流曲线的基本特性。不同的锡膏由于助焊剂(Flux)有不同的化学组分,因此它的化学变化有不同的温度要求,对大型回流焊回流温度曲线也有不同的要求。一般锡膏供应商都能提供一个参考回流曲线,用户可在此基础上根据自己的产品特性优化。图11是一个典型的Sn63/Pb37锡膏的温度回流曲线[6](P3-7)。 以此图为例,来分析无铅回流焊曲线。它可分为4个主要阶段:
1)把PCB板加热到150℃左右,上升斜率为1-3 ℃/秒。 称预热(Preheat)阶段;
2)把整个板子慢慢加热到183 ℃。称均热(Soak或Equilibrium)阶段。时间一般为60-90秒。
3)把板子加热到融化区(183 ℃以上),使锡膏融化。称回流(Reflow Spike)阶段。在回流阶段板子达到*高温度,一般是215 ℃ +/-10 ℃。回流时间以45-60秒为宜,*大不超过90秒。
4)曲线由*高温度点下降的过程。称冷却(Cooling)阶段。一般要求冷却的斜率为2 -4℃/秒。
转直石家庄SMT网
|