OCA光学胶一直是模切加工的一个难题, 每家OCA光学胶加工企业方法都不尽相同,材料管控的标准也有很大出入, 所以OCA光学胶暂时还没有一个统一的标准,因此对于工程师灵活性要求非常���。
在OCA光学胶加工方式探讨中,很多人认为重点在方法,其实不然,OCA光学胶加工重点在于生产细节管控。

OCA材料的特性和作用
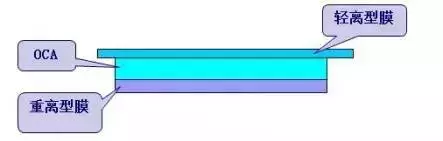
OCA光学胶是光学亚克力胶做成无基材,然后在上下底层,再各贴合一层离型薄膜,是一种无基材高透双面贴合胶带,内聚力一般,流动性非常大,挤压后非常容易变形。目前它是触控屏*佳胶粘剂,主要用于触摸屏上的材料粘合,起到电容触碰感应效果,要求洁净度非常高。

了解客户的使用方式
模切OCA一般有四种结构:
1、保护膜+重离型+ OCA胶+轻离型, 此工艺需要换膜, 加工难度比较大,成本高,一般是大企业所需产品。

2、重离型+ OCA胶+轻离型, 此工艺同样需要换膜, 只是少层保护膜,是目前常用的方式。

3、重离型+ OCA胶+轻离型, 不需要换膜, 是一般杂牌机所用*多方式,此方式加工简单,容易管控,不佳率少,价格就便宜很多。
4、重离型+OCA胶+轻离型三层全部一样大小,同上面3是一样的也不需要换膜,杂牌机所用到的方式,此方式加工简单,容易管控,不佳率少,价格便宜。唯壹不好的是边缘会有挤压痕迹,不过杂牌对这些管控都松很多,一般轻微都可以采纳。

5、手机在组装时,一般会盖住OCA 0.5mm的边,也就是说边缘如有轻微的压痕,只要管控在0.5mm内,大部分客户是可以使用的。
材料管控
1、主材OCA来料时候需检测有无白点、脏污、凹凸、接头、气泡、针孔等不佳, 在分条OCA光学胶时需要用6英寸卷芯收卷, 防止收卷时里面皱褶。注意分条时的洁净度、刮花等不佳问题,另注意储存温度的控制。
2、辅材离型膜,一定要表面光滑度非常高(有彩纹等问题的离型膜不行),高透性要好,裁断面和产品表面要干净无毛丝、灰尘、刮花痕迹。
设备
现在OCA加工由于刀模性质特点,多数用到平刀。圆刀加工主要用于换膜、OCA切裸胶等工艺。机器要求接地去除静电。
1、平刀生产设备不允许有铁锈等影响洁净度和环境的问题出现,*好是用组合线,从头到尾一次性模切加工解决所有问题,如果收卷后再次加工,不佳率将不可估量。
2、圆刀设备的要求主要是稳定性要高,模具表面光滑锋利,设备同样要求无铁锈等问题。
环境要求
1、换膜加工一般要求千级以上的无尘室,要求人员不能在生产机器边缘随便走动,生产车间人员越少越好,因为走动会造成静电或带起灰尘。
2、温度要求控制在20-24℃,因为这个温度是OCA流动性相对来说比较稳定和人员比较舒适的温度。
3、湿度要求管控到80%(正负10%),在这个范围静电会比较小。
4、要清洁无尘室墙壁等地方,保证加工环境中没有尘埃粒子,也不能存放纸质材料或其他容易产生灰尘的材料。
模具/工艺
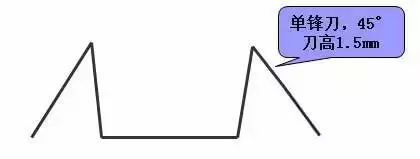
1、平刀模一般是木板或铝板镜面刀,把内角垂直处理(处理方式:在刀片朝内面预留刀锋0.1mm到0.15mm,高度抛光处理掉角度,垂直于固定板面) , 或内角1 0-1 5°的模具, 对于直角产品一般开**模具, 可以保证角度不会有挤压痕迹。刀片一般采用日本进口的镜面刀。有传闻说平刀用腐蚀模或雕刻模生产OCA,但从实际使用来看,没有镜面刀好。平刀OCA生产工艺大致如下:
2、圆刀模具角度开内直外斜,模具必须抛光处理或其他能使模具表面光滑锋利的处理方式处理,但圆刀模具的锋利度到现在为止还是比不过镜面刀的锋利度,所以圆刀工艺一般都是切裸胶。圆刀的优势是多工序一次成型,洁净度管控起来��平刀工艺简单很多,包括气泡等问题也能起到非常大的改善,整体不佳率控制会比平刀好。
常见问题
漏光、折痕、压痕、溢胶、白点、异物、针孔、凹陷、气泡、胶皱、划伤。
1、漏光(产品出货到客户贴合时产生的问题)
解决办法:
①客户本身设计尺寸为下限加上生产尺寸偏下限,导致模具尺寸设计偏小,应提前和客户沟通,了解客户产品实际尺寸。
②公司内部和客户测量尺寸有偏差,可拿10个产品到客户那边去测量尺寸,再拿回公司测量尺寸,对比两边尺寸相差多少,做成统一的尺寸标准。
③控制加工环境,储存环境和运输环境温度,可控制缩胶等问题。
2、折痕、压痕、胶皱、划伤等问题
解决办法:
①卷芯过小导致靠近卷芯部件出现皱褶等不佳,改用6英寸大卷芯。
②若原材放在卡板上,原材料的自重使材料产生压痕,使用治具,使材料悬空放置。
③刀模不够锋利或是泡棉不合适导致压痕,刀采用上等镜面刀(日本进口)木刀模。木板要求厚度为21 - 22mm,比一般的厚2mm。泡棉采用低密度高弹力的垫刀泡棉。一般采用密度45°、弹力70%。
④原材料分切时对材料表面产生划伤压痕等问题,原材料在分切时,需加轻离型膜进行有效保护,避免造成表面伤痕。另外,在分切时,注意材料张力,尽量减少胶打皱现象。
⑤模切时产生的问题,减少复合的压力,模切走料避免和金属或其他固定不转动物品直接接触,增加保护装置。

3、溢胶
解决办法:
①刀模不够锋利或是泡棉不合适导致压痕,刀采用上等镜面刀(日本进口)木刀模。木板要求厚度为21 - 22mm,比一般的厚2mm。泡棉采用低密度高弹力的垫刀泡棉。一般采用密度45°、弹力70%。
②胶粘模具,给刀内和泡棉侧面打脱模剂,预防模具粘胶。
③排废造成溢胶,更改排废角度,加快模切速度,减少停顿时间。
④手工包装造成挤压不佳,加强手法的熟练程度和纠正错误的手法。
4、白点、异物
解决办法:
①模切中材料在运转中产生静电,会吸附空气中的灰尘异物,在胶裸露位置加离子风机,离子风机后面有过滤器;另外同时在胶裸露位置加无尘挡板隔离保护。
②环境因素影响,减少作业人员在机器前的走动频率;无尘室增加或更换FFU(高效过滤器)。
5、针孔、凹陷
解决办法:
①加工中灰尘异物造成,在胶裸露位置加离子风机,离子风机后面有过滤器;同时在胶裸露位置加无尘挡板隔离保护。
②合胶轮上吸附有灰尘异物,在贴合换膜用轻离型膜时造成轻离型膜有凹陷,同时影响到产品胶体,加离子风机;增加贴合滚轮的清洁频率。
③拿取产品, 力度过大造成产品压痕, 包装时, 注意拿取产品的力度,小心轻放。

6、气泡
解决办法:
①包装时剥离托底低粘膜造成气泡,加强剥离低粘膜手法的准确度和熟练程度。
②原材料有气泡不佳,向供应商反馈,要求改善。
③模切产生气泡,垫刀泡棉采用低密度高弹力的垫刀泡棉,一般采用密度45度、弹力70%。
④已经模切发现气泡,用高压脱泡机进行脱泡。
上海卷柔新技术光电有限公司是一家专业研发生产光学仪器及其零配件 的高科技企业,公司成立2005年,专业的光电镀膜公司,公司产品主要涉及光学仪器及其零配件的研发和加工;光学透镜、反射镜、棱镜等光学镀膜产品的开发和生产,为全球客户提供上等的产品和服务。采用德国薄膜制备工艺,形成了一套具有严格工艺标准的闭环式流程技术制备体系,能够制备各种超高性能光学薄膜,包括红外薄膜、增透膜,ARcoating, 激光薄膜、特种薄膜、紫外薄膜、x射线薄膜,应用领域涉及激光切割、激光焊接、激光美容、医用激光器、红外制导、面部识别、VR/AR应用,博物馆,低反射橱窗玻璃,画框等。