磨床工作时,常常由于砂轮的不平衡而造成振动,特别是高速旋转的砂轮,如果不设法消除这种现象,就会影响被磨削工件的表面质量和机床的寿命。因此,在磨削加工中必须对砂轮进行静平衡。
做静平衡很简单,关键是一定要静心,1,平衡架要调试好2平衡轴装上砂轮放在平衡架让他自由旋转。等停下来用粉笔在砂轮法兰上做记号上轻下重。3在轻的位置加平衡块,然后旋转砂轮90度,如果砂轮返回说明砂轮二力不平衡,继续加平衡块(慢慢加)。直置砂轮上下左右旋转90度都可以停下来(稍微有些摆动问题不大,用手指快速轻点砂轮可以停下即可}
别急慢慢来,你一定行、记住二力一定要平衡
为什么要平砂轮?
砂轮做静平衡的目地是保证砂轮运转时保持平衡. 磨床在磨削加工时,砂轮在做高速旋转,这时如果砂轮没有做静平衡的话,就会使机床产生震动,使机床不能平稳运行。再者,对机床的精度,对磨削工件的光洁度都会有不利的影响。所以不管是平磨还是外圆磨床,砂轮都要进行静平衡。
怎么样平砂轮?
1.砂轮装配前应仔细检查砂轮表面,是否有闷缝、裂纹等缺陷。上紧时应逐渐上紧,当砂轮在冷却液下旋转时,必须再次对螺栓上紧。
2.砂轮必须经静平衡后才可装到磨头主轴上,否则会引起主轴振动而得不到好的表面粗糙面。
3.砂轮平衡方法
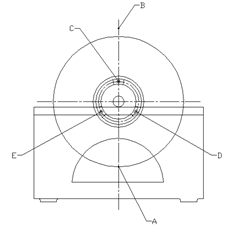
(1)找出砂轮重心A
(2)在A点同一直径上的对应点做一记号B
(3)加入平衡块C,使A、B两点位置不变.
(4) 再加入平衡块D、E,并仍使A,B点位置不变,如有变动可以上下调整D、E,使A、 B两点恢复原位,此时砂轮左右已平衡
(5)将砂轮转动90度,如不平衡,将D、E同时向A或B点移动,直到A、B两点平 衡为止.
(6)如此调整使砂轮在任何方位上稳定下来,砂轮就平衡了.
4.具体的在调整砂轮静平衡的时候需要注意6点要素:
(1).首先磨床的平衡架需要摆放水平,尤其是纵向方向;
(2).砂轮中残留的冷却液一定要甩干净;
(3)平衡块以及法兰盘要清洗干净,砂轮必须坚固;
(4)平衡心轴要紧密配合砂轮法兰盘内锥孔,心轴不能够弯曲。
(5)砂轮在完全平衡之后,平衡应坚固;
(6)平衡架*好使用刀口式,因为和心轴接触面积小,反应较为灵敏。 以上这6点虽然说起来很简单,但是要想真正的做好,确实很不容易的,而且有时候操作不好,还可能导致直接损坏一台机器。所以说越是简单的东西,越是考验大家细心度和执行力的问题。
4:平面磨床液压装置
平面磨床使用粘度为46号液压油。
新机在使用三个月后需更换液压油,以后则每年更换一次,同时须清洁油箱。
每天检查液压油油位,油位应保证在*低与*高线之间。
液压马达启动前,须确定流量调速杆(如配制有)在关闭位置。
须先开吸磁后开液压
5:平面磨床润滑装置
润滑油使用粘度为32-46号的导轨润滑油。
每天确认油箱(池)油量,保证在下线以上。
每周检查导轨油路是否通畅,杜绝导轨失油。
建议每三个月油箱清洗一次。
润滑脂按规定定期加注。
6:平面磨床左右机构
禁止在工作台运动时调整左右行程。
当工作台同步带松动时,应立即做调整。(本条适用手动机型)
7:平面磨床冲水及吸尘装置
吸尘箱过滤网每两周须清洁一次。
冷缺水箱每一个月须清洗一次。
禁止使用空**清洗平面磨床。