前言:
动力电池是所有新能源汽车的核心部件,与新能源汽车的续航能力和**性,息息相关。动力电池的可靠程度直接决定了新能源汽车是否为广大消费者所接受。德国宝马公司在2013年推出了宝马首台电动汽车i3, 在其动力电池产线上也大规模使用了动力电池激光焊接工艺。为了保证动力电池激光焊接质量与长时间的稳定性,德国宝马公司在近年引入了Ophir公司的BeamWatch激光光束品质分析仪,得以在上料下料时间内即可快速的完成焊接激光综合参数的测量,从而保证每个动力电池的*you焊接质量,并进一步保证了动力电池在整个寿命期间内的**性。
激光焊接在动力电池单元生产中需要**的精度。焊接前需要定期检查焊接激光的关键参数,Ophir公司的Helios在线激光功率计可以实时的反馈当前激光功率值。

Ophir Helios在线激光功率计
如果精益求精的考量,实时检测激光功率就够了么?显然不是!因为在焊接过程中,直接影响到焊接质量的不单单是激光功率这一点。焊缝处的激光功率密度更为重要,只有保证了焊缝处的激光功率密度稳定和统一,才能保证所有动力电池焊缝的高质量和长寿命。影响到焊缝处焊接激光功率密度的因素就远不止激光功率这一点了,我们简单的罗列一下,至少会包含:
激光功率
激光焦斑大小
激光焦斑位置
激光焦斑的位置漂移
Ophir公司的BeamWatch Integrated在线式激光光束品质分析仪可以集成在激光焊接机上,测量速度快到可以在上料下料周期内(此时焊接激光并不作用在工件焊缝上)完成上述所有激光参数的自动测量,并自动给出可继续焊接的建议或者给出警示,提醒产线人员清洁镜片或调整激光。BeamWatch Integrated是利用高能激光在空气中传输时,在空气中的产生的微小散射来完成其非接触���测试,可以在秒的量级内完成激光**功率,焦斑大小,焦斑位置,焦斑漂移,激光发散角,激光倾斜角,激光m2因子等综合参数测量并实时传输数据。

BeamWatch Integrated在线式激光光束品质分析仪
热漂移:
在动力电池激光焊接生产中观察到,激光焦斑是会有缓慢漂移的,而激光焦斑的漂移会直接影响到焊接深度的一致性,当激光焦斑漂移达到毫米级别时,建议适时调整激光与光路。
镜片污染:
高功率激光焊接机在实施焊接过程中不可避免的会产生飞溅,为此一般会设置保护玻璃尽量保护激光输出光路不被污染。在激光焊接生产过程中还发现到,逐渐肮脏的保护玻璃会小幅度影响到有效焊接激光功率,更为重要的时,离散的飞溅物对于保护玻璃的污染,还会直接影响到焦斑直径和焦斑位置漂移,从而比前文提及激光功率减弱更严重的影响到了作用到焊缝上的有效激光功率密度,结果是导致焊接深度明显过浅。而我们可以在BeamWatch Integrated操作软件上设置阈值,超过阈值即给出警示,产线人员得以及时清洁保护窗片或激光镜片,保证激光焊接与焊缝质量的长时间稳定性。
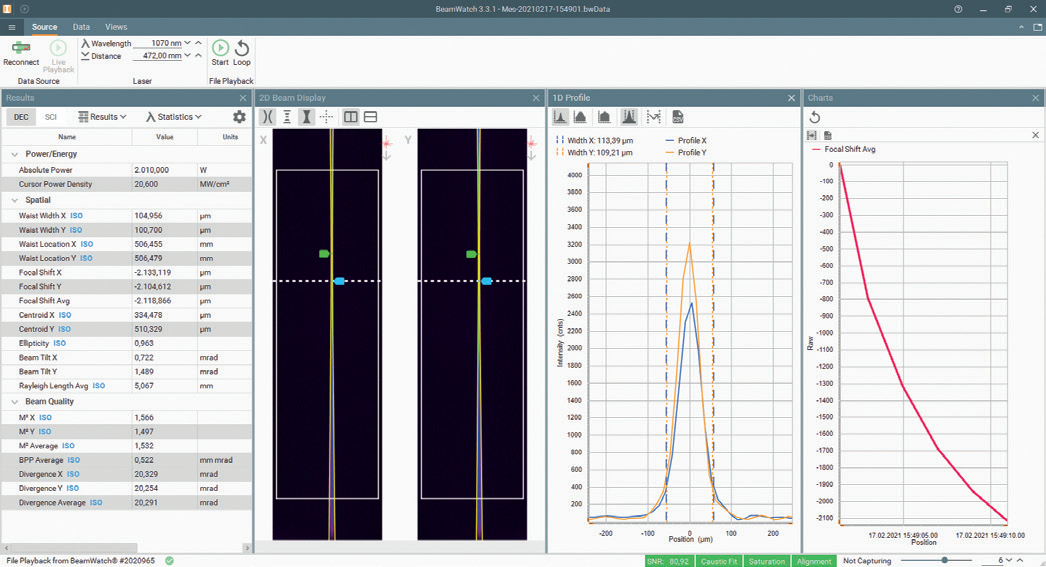
BeamWatch Integrated实时测量界面
Ophir公司的BeamWatch Integrated在线式激光光束品质分析仪已经被标准内置在全球所有生产宝马第五代电池模块的自动化生产线中,如前文所言,在上料下料周期内完成焊接激光的综合参数测试,并实时反馈给中央控制器。另外在全负荷,满速度生产时,还可设定比如每五个或每十个动力电池模块焊接后自动做一次综合测试等设置。
|
设备
|
BW-Integrated-150
|
|
适用波长
|
980- 1080nm
|
|
束腰直径精度
|
±5%
|
|
束腰位置精度
|
±125um
|
|
相机视场
|
32.17mm×8.55mm
|
|
*大光束口径
|
12.5mm
|
|
焦点漂移精度
|
±50μm
|
|
BPP精度
|
±3.5% rms
|
|
发散角精度
|
±3.5% rms
|
|
M²精度
|
±3.5% rms
|
|
气体充灌
|
干燥气体(空气,氮气,氩气),5~10L/min,6bar
|
|
功率测量范围
|
500W~9999W(可订制30kW级)
|
|
功率探头处
|
10kW/cm²,<15mm光束
7kW/cm²,15-20mm光束
5kW/cm²,20-40mm光束
|
|
功率探测响应时间
|
*大2.7s(9999W)
|
|
背散射
|
<1%
|
参考文献来源:
“ Automobile manufacturer counts on 100% inspection with Ophir BeamWatch Integrated systems”-- Casestudy_BMW_01/23 @MKS Instruments, Inc.
编译人:
北京卓立汉光仪器有限公司 业务发展部 吴京航