

文章详情
金属波纹管单波连续成型的工作程序
日期:2025-01-23 13:35
浏览次数:525
摘要:
金属波纹管单波连续成型的工作程序
㈠合模上、下两片对称的推模④和模片⑦同时平行地向管坯料轴心线垂直移动,将安装在芯轴②上的薄壁管坯料①从外表面紧紧地包住。
㈡进芯轴芯轴克服密封圈③和管坯料内壁的摩擦阻力,向左移动,使固定在芯轴上的密封圈与模片相对运动到事先调定的位置。
㈢充填压力液体工作液体从芯轴中心孔流向两道密封圈之间,对管坯料内壁起作用。在液体压力的作用下,两道密封圈之间的管坯料凸起,形成初波。
㈣进推模推模克服弹簧⑥的阻力,沿着导向滑杆⑤向右移动,使原先初波的高度...
金属波纹管单波连续成型的工作程序
㈠合模上、下两片对称的推模④和模片⑦同时平行地向管坯料轴心线垂直移动,将安装在芯轴②上的薄壁管坯料①从外表面紧紧地包住。 ㈡进芯轴芯轴克服密封圈③和管坯料内壁的摩擦阻力,向左移动,使固定在芯轴上的密封圈与模片相对运动到事先调定的位置。 ㈢充填压力液体工作液体从芯轴中心孔流向两道密封圈之间,对管坯料内壁起作用。在液体压力的作用下,两道密封圈之间的管坯料凸起,形成初波。 ㈣进推模推模克服弹簧⑥的阻力,沿着导向滑杆⑤向右移动,使原先初波的高度民主增加,宽度缩小,直至设计尺寸为止。 再经过:五、泄液压;六、分模;七、退芯轴;八、退推模这四个工序把已经成型的波纹管从模具中脱出来;同时,又为下一个波纹的成型做好了准备。如此循环。每成型一个波纹约用4~40秒的时间。通径越大,成型所需的时间就越长。



|
|
产品材质:热浸镀锌钢板及特殊绝缘处理。 |
|
型号Item No.
|
|
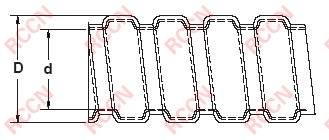
内径 I.D. d |
外径 O.D. D |
弯曲半径 Bending Radius mm±10% |
配套金属头 NBG |
包装
M |
||
| - |
|
|
||||||
| MC-01 | - | 6 | 3/16" | 6.0±0.3 | 9.2±0.5 | 40 | NBG-01 | 200M |
| MC-02 | - | 8 | 5/16" | 8.0±0.3 | 12.3±0.5 | 45 | NBG-02 | 200M |
| MC-03 | - | 10 | 1/4" | 10.0±0.3 | 15.0±0.5 | 50 | NBG-03 | 100M |
| MC-04 | - | 13 | 3/8" | 12.5±0.3 | 17.5±0.5 | 60 | NBG-04 | 100M |
| MC-05 | - | 16 | 1/2" | 15.5±0.3 | 21.2±0.5 | 75 | NBG-05 | 100M |
| MC-06 | - | 20 | 3/4" | 20.0±0.3 | 26.0±0.5 | 100 | NBG-06 | 50M |
| MC-08 | - | 25 | 1" | 25.0±0.3 | 31.5±0.5 | 100 | NBG-08 | 50M |
| MC-10 | - | 32 | 1 1/4" | 32.0±0.3 | 38.5±0.5 | 135 | NBG-10 | 25M |
| MC-12 | - | 38 | 1 1/2 | 38.0±0.3 | 45.0±0.5 | 160 | NBG-12 | 25M |
| MC-16 | - | 51 | 2" | 50.0±0.3 | 58.6±0.5 | 190 | NBG-16 | 25M |
| MC-20 | - | 64 | 2 1/2" | 62.5±0.3 | 72.5±0.5 | 250 | NBG-20 | 10M |
| MC-24 | - | 75 | 3" | 73.0±0.3 | 83.5±0.5 | 320 | NBG-24 | 10M |
| MC-32 | - | 100 | 4" | 97.0±0.3 | 108.5±0.5 | 380 | NBG-32 | 10M |
